22的鋼筋絲頭參考的標準

1、 原材料進場,首先要把住材料關。
(1) 螺紋鋼筋,要有出廠材質單及現場取樣的試驗單,鋼筋應符合GB1499-98的規定。
(2) 連接套筒及螺母,應是優質碳素結構鋼或低合金結構鋼,供貨單位應提供質量保證書。
2、 加工過程中的檢查。
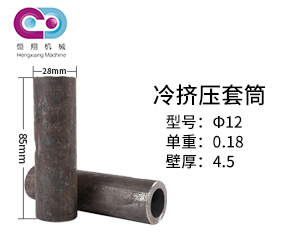
(1) 鋼筋切割下料,必須用無齒鋸,不得采用電焊、氣割、鋼筋切斷機。鋼筋切斷機切出的鋼筋端頭多為馬蹄形或有扭曲現象,這些現象都是直螺紋連接工藝不允許的。
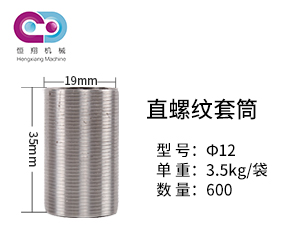
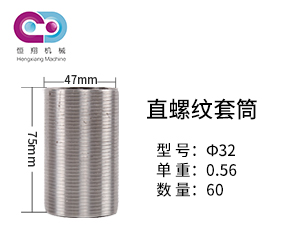
(2) 根據鋼筋的規格,查Q/JGY02-2001企業標準,選定套筒,當選定套筒長度后,再定鋼筋的加工長度。變換加工規格不一致的鋼筋絲頭時,其絲頭長度也應做相應的調整。
(3) 成型的絲頭,應立即套上保護帽,按規格分類、堆放整齊,防止裝卸鋼筋時損壞絲頭。
鋼筋直螺紋連接驗收處理方法:
1、鋼筋接頭擰緊后應對連接質量進行檢查。
2、用目測觀察檢查接頭的外觀質量,以及外露螺紋的數目,調整連接套筒兩端鋼筋絲頭外露有效螺紋數量相等,且連接套筒單邊外露有效螺不超過2P。
3、用力矩扳手按相關技術資料中的擰緊力矩值檢查擰緊力矩,并對已自檢鋼筋加以標記。這是保證連接質量的重要步驟。
4、存在較大質量問題的絲頭應用油漆標出,進行接頭復扭或按經設計單位同意的原則進行補強處理。另外現場見證取樣的接頭割除后也需進行補強。